





















- Offer
- Offer
- System types
- System KAN-therm ultraLINE
- System KAN-therm Push
- System KAN-therm ultraPRESS
- System KAN-therm PP
- System KAN-therm PP Green
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm WALL - the wet method
- System KAN-therm WALL - the dry method
- System KAN-therm Football
- KAN-therm InoxFlow
- KAN-therm Cabinets Slim & Slim+
- Installation types
- Heating and cooling installations
- Cold and hot tap water systems
- Underfloor heating and cooling systems
- Wall heating and cooling systems
- External surfaces heating and cooling systems
- Firefighting sprinkler system
- Technological and industrial systems
- Form-inquiry
- KAN-therm water supply distribution systems
- Examples of KAN-System mixer tap fixture branches
- Calculators
- KAN-therm SMART & BASIC+ Automation Systems
- New products in offer
- KAN-term with a new QB certificate.
- Download
- Guarantee of quality
- Reference objects
- About us
- Contact







Connecting Technology
KAN-therm PP Green polypropylene elements are assembled by a polyfusion muff-welding process; in this method both surfaces to be joined, the external pipe surface and the internal surface of the fitting muff are heated up simultaneously at 260 0C. For heating (plasticization) an electric heater with a heating plate with exchangeable (for every diameter) covered in PTFE heating cover plates of is used. Depending on the diameter this heating takes from 5 to 90 seconds. After that time heated elements are taken out of heating plates and the pipe is immediately inserted into the fitting muff (no rotation movement allowed!) to a marked depth. Then the process of mutual diffusion and mixing of particles of both elements takes place.
With this welding process all the welding parameters must be maintained (warming up time, joining time and cooling time and the welding depth).
Connection technique - socket fusion welding (20-125 mm)
1. Cutting pipes with scissors.
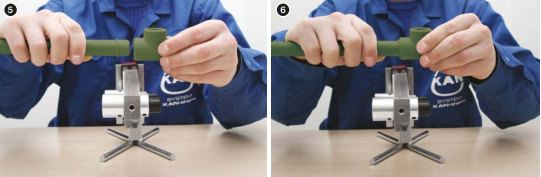
2. Removing the aluminium foil with a foil remover.

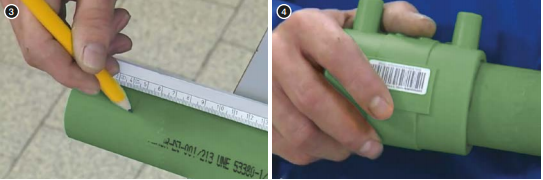
3. Marking the welding depth.
4. Heating up the pipe and the fitting.

5. Joining the elements.
6. Holding together and cooling.
Another technique of assembly is electrofusion welding. A fitting with implanted metal coils is placed around two ends of pipes to be joined, and current is passed through the coils. Resistive heating of the coils melts small amounts of the pipe and fitting, and upon solidification, a connection is formed.
Connection technique - electrofusion welding (20-200 mm)
1. Pipe surface scraping.
2.Cleaning pipe surface with alcohol.

3. Insertion depth marking.
4. Insertion of pipe into the fi tting.
5. Programming of welding machine via laser reader (welding machine will adjust parameters automatically).
6. Welding process start - do not rotate or mechanically stress the elements througth all of welding and cooling process.